



认 证:工商信息已核实
访问量:379909

1、自动控制系统简介
1.1、控制对象:脉冲阀、提升阀、卸灰阀、输灰绞龙、空气炮、冷风阀、风机等;
1.2、监测对象:进风温度、出风温度、进出口压差、料位、风机的各项参数;
1.3、控制方法
1.3.1、点对点控制 对于控制点在100点以下的系统,常采用点对点控制的方法进行控制,即控制器(PLC或矩阵式控制仪)的输出点与控制输出点意义对应;
1.3.2、矩阵控制 对于对于控制点在100点以上的系统,常采用矩阵控制,即将控制的脉冲阀或脉冲阀+提升阀进行分组,利用组数与组成员的对应关系,实现选通控制,该种方法也称之为矩阵控制;
1.3.3、PLC+脉冲控制仪控制大型除尘器在要求低成本高可靠性时可采用该法。该法采用一台小型PLC来协调除尘器各单元的控制序列,各单元的采用 一台带远程开机信号的脉冲控制仪进行控制,该方法既实现了PLC与远程DCS或上位机的通讯,又实现了低成本的控制需求,由于采用了性能优良的脉冲控制 仪,控制可靠性没有降低。
1.3.4、潜合通过大量的工程实践,提出了一种主PLC+室控制终端的控制方法。即每个室一个室控制终端,该终端负责本室脉冲阀和提升阀的控制,所有的室控制终端通过现场总线网络与主PLC连接,通过上位计算机实现对整个除尘器室控制终端的控制。
2、自动控制系统的组成
除尘自动控制系统共分三大部分,分别由现场级(检测仪表、传感器和执行装置),基础自动化(PLC)和上位机组成。系统组态如图1所示。
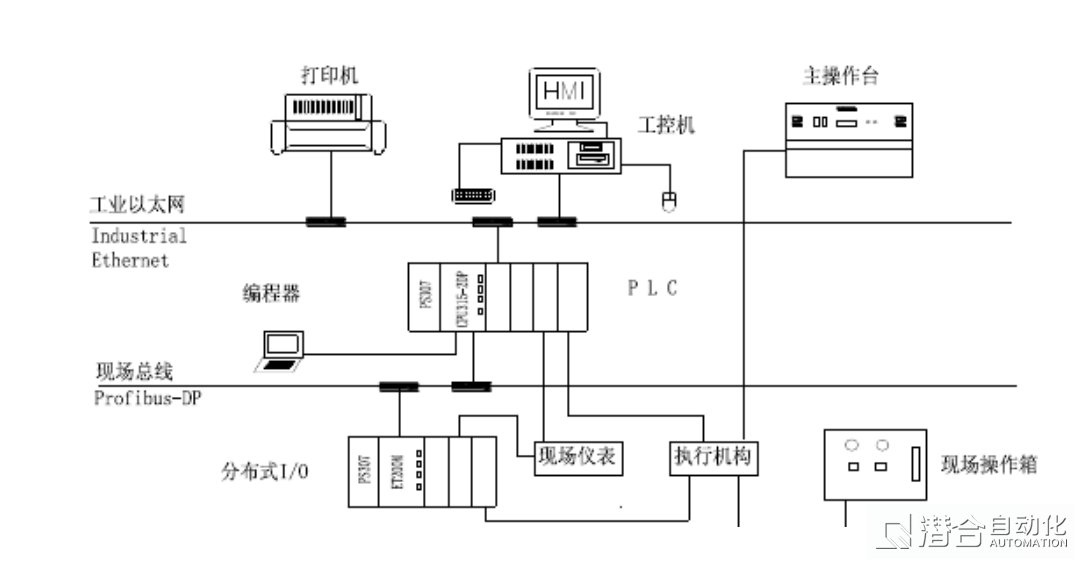
图1 控制系统组态图
现场仪表主要检测工艺过程参数和设备运行状态参数,PLC及分布式I/O通过数据扫描采集信号并进行数据处理,然后根据控制要求向现场执行装置发出控制信 号,完成控制功能。上位机一方面接收PLC的输入信号,另一方面根据控制要求向PLC发出控制指令,对工艺过程实现监控,同时实现过程数据管理功能。
2.1 现场级
该系统中需要检测的工艺参数较多,包括温度、压力、流量、转速、振动等等,其中参与控制的主要参数有风门阀入口温度,野风阀前烟气温度,除尘器差 压等,另外还有一些设备运行状态参数,主要是监视和报警作用。系统工艺控制流程图如图2所示。系统根据检测到的工艺状态参数以及电炉工况模式,通过PLC 或现场操作箱对现场的执行机构进行自动或手动控制,如控制滑套、风门阀、二次阀、野风阀等的开度,控制主风机和增压风机组的转速以及除尘器清灰等动作。
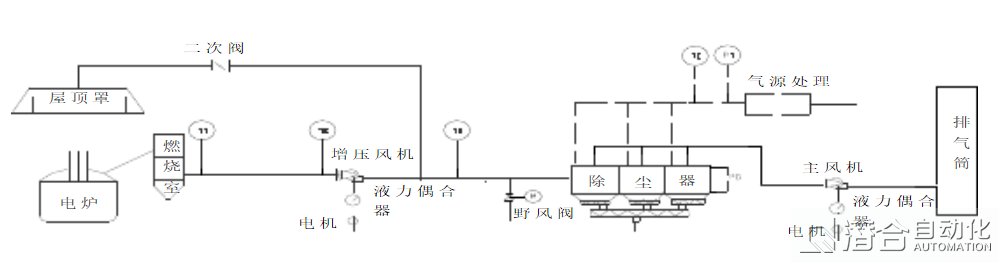
图2 除尘系统工艺控制流程图
2.2 基础自动化
该系统共有数字量信号180多个,模拟量信号30多个,采用西门子SIMATIC S7-300可编程控制器(CPU315—2DP),由于现场信号比较分散,并且有些信号距离主站PLC柜较远,故现场另设一个分布式I/O站,通过Profibus—DP总线与主站进行通讯,系统PLC硬件配置如图3所示。
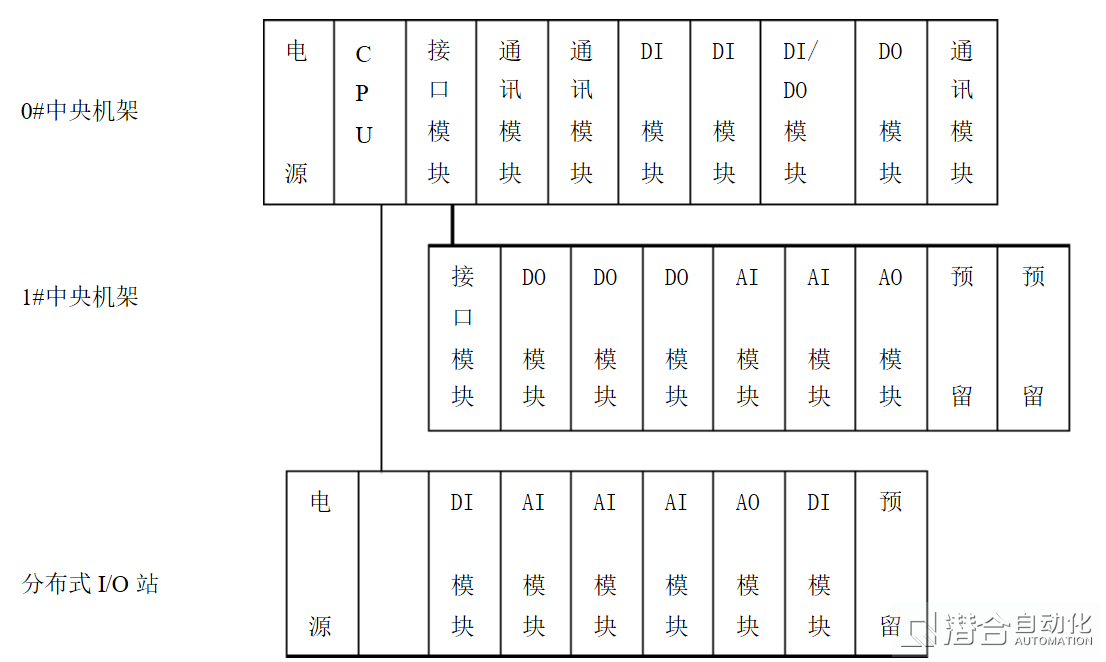
图3 PLC 硬件配置图
软件部分采用西门子STEP7 编程软件,模块化编程。系统主要控制过程有以下方面:
(1)主风机和增压风机控制:
根据电炉冶炼工况模式的不同,控制风门阀和二次阀的开度,调节系统风量。同时通过液力偶合器调节主风机和增压风机的转速,达到节能降耗的效果。
(2)滑套控制
根据增压风机风门阀前的烟气温度,自动调节滑套的开度,以控制直排系统风量和烟气温度,保护增压风机风门阀叶轮。
(3)野风阀控制
根据野风阀前烟气温度,控制野风阀的开关,从而控制进入除尘器的烟气温度,保护除尘器布袋不被高温烟尘烧坏。
(4)除尘器清灰控制
除尘器清灰系统分为定时和差压控制清灰两种,正常情况下,按照一定的时间间隔依次对除尘器各仓进行离线清灰。如果除尘器差压过大时,则系统自动缩短离线清灰间隔时间,以加快清灰速度。
(5)反吹气源控制
由于进入布袋的烟尘温度较高,为防止脉冲反吹时冷空气遇热凝露,使布袋拧结。需对气源进行净化和加热,使反吹气体保持在合适的温度范围内。
2. 3 上位机
系统上位机采用的是研华工控机,通过工业以太网与PLC进行远程通讯,通讯介质采用光纤,由网卡、交换机、光电转换模块、及PLC通讯模块组成。 同时,该系统可与车间内其它工艺控制过程联网,组成二级网络,实现生产管理。画面监控采用西门子WINCC组态软件编程,界面友好,操作人员通过HMI可 监控整个生产过程,并具有数据管理,报警和打印功能。
3 系统调试
系统安装完成后进行了调试,调试分冷调试和热调试。冷调试是在无负荷条件下进行的,热调试是系统通过冷调后,在有负荷条件下进行的。整个调试过程硬件部分和软件部分同时进行。
3.1 冷调试
冷调分单体调试和系统调试。单体调试是指对单个设备的运行调试,是系统调试的基础。包括所有的传感器元件、检测仪表输出、显示是否正常,参数调整 是否正确,电机、液力偶合器、风机、阀门等执行装置,启动、运行状态是否正常。在PLC程序和HMI上监控它们的运行,出现问题及时排除,为下一步系统联 调做好准备。系统调试是在单体调试结束后,所有设备运行正常的条件下,对整个控制系统进行的调试。包括系统中所有控制、联锁条件的调试,PLC控制程序的 调试及HMI监控程序的调试等。
3.2 热调试
在系统冷调试结束后,进入热调试阶段,热调试是在带负荷的工况条件下,完成系统自动监控的调试。包括系统中一些重要的控制参数的调整。比如在不同 的电炉工况下,直排系统和屋顶罩的风量是不同的,理论值和实际值总会有些差异,这就需要在实际生产工况下调整增压风机和主风机的转速,使其既满足排尘的要 求,又节省能源。
4 结论
该系统具有除尘效果良好,系统运行稳定。电炉正常运行的情况下,可不需人工干预,完全实现自动控制,与以前的除尘系统相比优势 十分明显。实践表明,该系统的投入运行,彻底改善了电炉炼钢对环境造成的污染,提高了生产技术水平,降低了能源消耗,收到很好的经济效益和社会效益。
| 除尘自动化系统-除尘室控制终端-脉冲控制仪 | 下载0次 | 2020-01-03 |
- 推荐产品
- 供应产品
- 产品分类